

L&TD
LOGGING & TESTING DIVISION
Kỹ thuật đo chiều dày bằng siêu âm
Đo chiều dày bằng siêu âm là một kỹ thuật kiểm tra không phá huỷ (NDT), nó được sử dụng để đo chiều dày vật liệu từ một bên, ví dụ như đo chiều dày của ống chống giếng khoan từ phía bên trong lòng giếng. Các thiết bị đo chiều dày bằng siêu âm có thể chỉ định để đo chiều dày cho các đối tượng kim loại, nhựa, vật liệu tổng hợp, sợi thuỷ tinh, gốm và thuỷ tinh. Trên thực tế, đo độ dày bằng siêu âm hoàn toàn không phá huỷ mẫu, không cần cắt hoặc phân đoạn. Các vật liệu chống chỉ định khi đo bằng phương pháp siêu âm là gỗ, giấy, bê tông, và bọt xốp...
1. Nguyên lý hoạt động
Siêu âm là sóng âm ở tần số cao hơn giới hạn của con người có thể nghe được. Dải tần số siêu âm trong máy kiểm tra thường sử dụng trong khoảng giữa 200kHz và 20 MHz, trong một số thiết bị đặc biệt người ta có thể sử dụng tần số thấp đến 50kHz hoặc cao tới 200MHz. Dù ở tần số nào, sóng âm cũng là các dao động cơ học truyền qua môi trường dẫn âm theo các định luật cơ bản của vật lý về sóng.
Thiết bị đo chiều dày bằng siêu âm hoạt động trên nguyên tắc đo chính xác thời gian giữa hai xung siêu âm liên tiếp nhau vọng về đầu thu do phản xạ từ mặt đáy của chi tiết. Tức là, phép đo chiều dày bằng siêu âm được thực hiện từ một bên theo kỹ thuật đo thời gian giữa 2 xung siêu âm liên tiếp vọng về đầu thu do phản xạ từ mặt phân giới phía xa đầu thu.
Đầu dò của thiết bị vốn là một tinh thể áp điện, khi phát nó sẽ được kích hoạt bởi xung điện rất ngắn, độ rộng vừa đủ để tạo ra chỉ một chu kỳ sóng siêu âm. Sóng siêu âm này sẽ truyền vào chi tiết kiểm tra, đập vào mặt đáy và phản xạ trở lại. Một phần năng lượng sóng phản xạ sẽ đi vào đầu dò, trong khi phần lớn năng lượng sóng vẫn tiếp tục phản xạ từ mặt phân giới bên này. Như vậy năng lượng sóng sẽ tiếp tục phản xạ qua lại giữa hai mặt phân giới cho đến khi triệt tiêu hoàn toàn. Do tính chất áp điện, đầu dò sẽ chuyển sóng âm phản xạ thu được thành tín hiệu điện.

Thời gian truyền chỉ vào khoảng vài μs. Với vận tốc truyền âm V trong vật liệu đã biết trước, người ta có thể tính chiều dày d của vật liệu bằng công thức đơn giản:
d = V. t = N.V.T/2
Trong đó:
d = Chiều dày của chi tiết
V = Vận tốc truyền âm trong vật liệu kiểm tra
N = Số đếm giữa hai xung tiếng vọng từ mặt đáy liên tiếp
T = Chu kỳ của xung đồng hồ đưa vào bộ đếm để số hóa độ rộng xung.
t = Thời gian truyền của xung siêu âm giữa hai mặt phân giới.
Các vật liệu khác nhau truyền sóng âm với vận tốc khác nhau, nhanh trong các vật liệu cứng và chậm hơn trong vật liệu mềm. Vận tốc âm có thể thay đổi đáng kể theo nhiệt độ. Do vậy luôn luôn phải chuẩn thiết bị đo chiều dày bằng siêu âm với vận tốc âm trong vật liệu cần đo, độ chính xác của phép đo phụ thuộc vào phép chuẩn này.
Sóng âm trong dải MHz không truyền tốt trong không khí, nên chất dẫn âm sẽ được sử dụng để lắp đầy khoảng trống giữa đầu dò và chi tiết cần kiểm tra để đạt được sự truyền âm tốt. Các chất dẫn âm thông dụng là glycerin, propylene glycol, nước, dầu và gel.
Có ba cách thông dụng để đo khoảng thời gian sóng âm truyền qua chi tiết::
- Cách 1: Đo khoảng thời gian giữa xung kích phát sóng âm và xung phản xạ đầu tiên từ mặt đáy của chi tiết.
- Cách 2 : Đo khoảng thời gian giữa xung phản xạ từ mặt trước và từ mặt đáy đầu tiên của chi tiết.
- Cách 3: Đo khoảng thời gian giữa hai xung phản xạ từ mặt đáy liên tiếp.
Dạng đầu dò và cách đo cụ thể sẽ tùy theo ứng dụng mà lựa chọn thích hợp.

2. Các loại đầu dò:
- Đầu dò tiếp xúc: Đầu dò tiếp xúc trực tiếp với chi tiết kiểm tra. Phép đo với đầu dò tiếp xúc thường thực hiện đơn giản nhất và là sự lựa chọn đầu tiên cho các ứng dụng đo chiều dày bằng siêu âm thông dụng hơn là để đo sự ăn mòn.
- Đầu dò trễ: Đầu dò trễ dẫn âm bằng lớp đệm chất dẻo, epoxy hoặc silicon giữa của đầu dò và chi tiết kiểm tra. Nó dùng để đo vật liệu mỏng vì cần phải tách xung phát ra khỏi xung phản xạ từ mặt đáy. Đầu dò trễ có thể sử dụng như phần tử cách nhiệt, bảo vệ đầu dò nhạy với nhiệt độ khi tiếp xúc với chi tiết nóng, và đầu dò trễ này cũng có thể được tạo hình dạng hoặc đường bao để tiếp âm với các mặt cong đột ngột hoặc những vị trí khó tiếp cận.
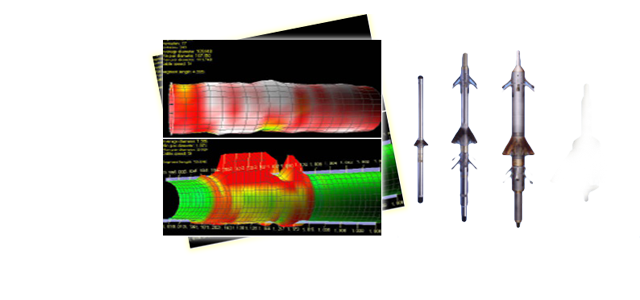
- Đầu dò nhúng: Đầu dò nhúng sử dụng cột nước hoặc bể nước để truyền sóng âm vào chi tiết kiểm tra. Chúng có thể được sử dụng để đo các sản phẩm chuyển động trên dây chuyền, phép đo quét trong trường hợp đo độ dày hay khuyết tật của ống chống giếng khoan dầu khí,v.v...
- Đầu dò kép: Đầu dò kép được sử dụng chủ yếu để đo trên các bề mặt thô ráp, đo sự ăn mòn. Các đầu dò phát và thu riêng rẽ được gắn phần trễ nghiêng một góc nhỏ để hội tụ sóng âm ở khoảng cách đã chọn trong chi tiết. Mặc dù phép đo với đầu dò kép đôi khi không được chính xác như các loại đầu dò khác, nhưng chúng thực hiện tốt trong các ứng dụng kiểm tra sự ăn mòn.
3. Những yếu tố cần quan tâm.
Trong các ứng dụng đo bằng siêu âm, sự lựa chọn thiết bị và đầu dò sẽ phụ thuộc vào vật liệu cần đo, dải chiều dày, kích thước hình học, nhiệt độ, yêu cầu về độ chính xác và những điều kiện đặc biệt khác có thể có. Sau đây là các yếu tố chính cần được quan tâm.
- Vật liệu: Loại vật liệu và dải chiều dày sẽ đo là những yếu tố quan trọng trong việc lựa chọn thiết bị và đầu dò. Rất nhiều vật liệu kỹ thuật thông thường bao gồm phần lớn kim loại, gốm, và thủy tinh truyền sóng âm rất hiệu quả và có thể đo dải rộng cho chiều dày. Phần lớn các chất dẻo hấp thụ sóng âm nhanh hơn vì vậy dải đo chiều dày cao nhất bị hạn chế nhiều. Cao su, sợi thủy tinh, và nhiều loại vật liệu tổng hợp suy giảm sóng âm nhiều hơn nên yêu cầu thiết bị có khả năng truyền sâu cùng với bộ thu/phát hoạt động ở tần số thấp.
- Chiều dày: Dải chiều dày cũng đóng vai trò quyết định tới loại thiết bị và đầu dò mà chọn lựa. Nói chung, vật liệu mỏng đo ở tần số cao và vật liệu dày hoặc vật liệu suy giảm âm nhiều cần đo ở tần số thấp. Đầu dò trễ thường được sử dụng cho vật liệu quá mỏng, tuy nhiên đối với đầu dò trễ và nhúng "chiều dày lớn nhất có thể đo được" bị hạn chế bởi ảnh hưởng bởi sự lặp lại của xung phản xạ từ hai bề mặt. Trong một số trường hợp yêu cầu đo dải chiều dày rộng hoặc có nhiều loại vật liệu, có thể yêu cầu nhiều loại đầu dò.
- Kích thước và hình dáng: Khi độ cong của bề mặt càng lớn, hiệu quả truyền âm giữa đầu dò và chi tiết kiểm tra càng giảm, nên khi độ cong tăng lên thì kích thước của đầu dò cần phải giảm đi. Phép đo trên bề mặt cong đột ngột, đặc biệt là mặt lõm, có thể yêu cầu đầu dò trễ đặc biệt bám sát mặt cần đo hoặc đầu dò nhúng để sự truyền âm đạt được hiệu quả. Đầu dò trễ hoặc nhúng cũng có thể được sử dụng để đo ở các đường rãnh, lỗ hổng và những khu vực tương tự nhưng sự tiếp cận bị hạn chế.
- Nhiệt độ: Đầu dò tiếp xúc thông thường có thể sử dụng trên bề mặt có nhiệt độ tới 50 độ C. Nhưng nếu sử dụng đầu dò tiếp xúc trên vật liệu nóng hơn có thể gây hư hại vĩnh viễn bởi ảnh hưởng của sự giãn nở vì nhiệt. Trong những trường hợp như vậy nên sử dụng đầu dò trễ với phần trễ chịu nhiệt, đầu dò nhúng, hoặc đầu dò kép chịu được nhiệt độ cao.
- Sự đảo pha: Khi vật liệu có độ kháng âm nhỏ gắn với vật liệu có kháng âm lớn hơn thì xung phản xạ từ mặt phân cách giữa hai vật liệu sẽ đảo pha so với xung thu được từ mặt phân cách với không khí. Tình trạng này có thể điều chỉnh đơn giản trong thiết bị, nhưng nếu không tính đến thì kết quả sẽ không chính xác.
- Độ chính xác: Rất nhiều yếu tố ảnh hưởng đến độ chính xác của phép đo trong ứng dụng nhất định, bao gồm việc chuẩn thiết bị, tính đồng nhất của vận tốc âm trong vật liệu, độ suy giảm và tán xạ âm, độ thô ráp của bề mặt, độ cong bề mặt, sự tiếp xúc và sự không song song của hai mặt phân cách. Tất cả những yếu tố này cần được xem xét khi lựa chọn thiết bị và đầu dò. Với phép hiệu chuẩn đúng, phép đo có thể đạt độ chính xác 0.001 mm. Độ chính xác trong một ứng dụng nhất định có thể xác định tốt nhất thông qua sử dụng mẫu đối chứng đã biết chính xác chiều dày. Nói chung, thiết bị sử dụng đầu dò trễ hoặc đầu dò nhúng với cách đo 3 thì có khả năng xác định chiều dày của chi tiết chính xác nhất
Nguyễn Xuân Quang